PEEL GRINDING
Pioneering CNC Grinding Trends
Although more widely accepted in Europe, US manufacturers are now starting to show an interest in peel grinding in two primary areas:
- As an alternative to conventional formed wheel plunge grinding to reduce set-up time by eliminating the need for grinding wheel and dresser roll changes between parts. This allows for shorter lot runs and reduced “work-in-process” inventory.
- As an alternative to hard turning for improved statistical control, lower tooling “cost-per-piece”, and as a better way to handle surface interruptions such as keyways and slots that can be difficult to address with single point turning tools.
Peel grinding with vitrified CBN abrasives has also been proven to be much more productive on difficult to cut materials such as inconel and soft stainless. This is accomplished by “scrubbing” the wheel during the grind cycle with high-pressure wheel cleaning systems.

Weldon’s Peel Grinding Experience
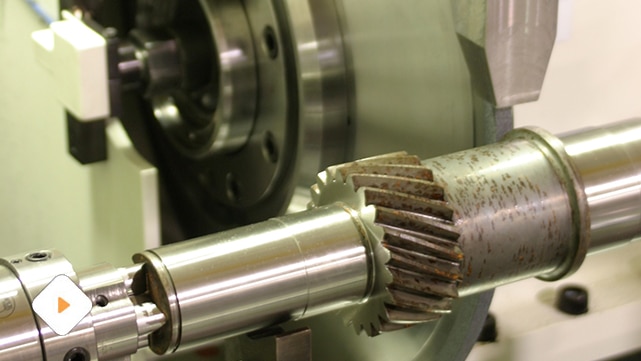
Weldon’s peel grinding development effort started in 1997 working with the Aerospace industry. We found that the peel grinding process was perfectly suited for grinding complex forms in exotic materials such as inconel that are very tough and tended to “load” the grinding wheel when using conventional abrasives and plunge grind processes. For example; removing up to .030” stock from the diameter of an inconel shaft in a conventional process would require that the cycle be interrupted twice to dress the wheel for every part. Peel grinding with vit-CBN allowed us to grind up to twenty (20) parts without dressing.
This same process was found to be successful for high stock removal applications in hard steel such as 52100 and D2, allowing very short cycle times without burning or cracking the surfaces. We have found that high-speed CBN peel processes grind much cooler and with greatly reduced forces. The reduction of heat in the process improves overall part geometry as well as surface texture.
Weldon is currently developing peel-grinding processes for mild steel automotive components to take advantage of the quick changeover from part to part and “long term” tooling cost savings for the customer.
Weldon has concentrated on developing these processes using water-soluble coolant. Although CBN wheel life is better when using straight oil coolant, the poor heat dissipation properties of oil make it difficult to hold the close tolerances required in grinding applications. Water-soluble coolant allows us to maintain high levels of part quality at faster rates, which more than offset the tooling costs. We have also found that the US customer base is hesitant to accept the environmental and safety problems associated with straight oil processes.
Requirements for successful peel grinding
- Machine tools must be designed with higher static and dynamic stiffness than that found with conventional grinders designed for use with ALOX abrasives
- Grinding spindles must be designed to handle wheel speeds up to 140 m/s
- Rigid electric rotary dressers are required for wheel conditioning
- Acoustic emissions sensor systems are required for automatic “touch dressing” in increments of approximately one (1) micron
- High-pressure wheel scrubbers are required to prevent wheel “loading” that can be detrimental to CBN grinding wheels
- Size control gaging (post-grind) with feedback to the machine control is required primarily where automation is used for machine tending
- Coolant temperature control is required for maximum process stability